铁塔铁附件设备
JGX系列数控角钢联合生产线 ADM系列数控角钢钻孔生产线 BL系列数控角钢钻孔生产线 JBX系列角钢扁钢槽钢组合生产线 BP系列扁钢槽钢抱箍组合生产线 BG系列抱箍机 UL系列高速数控槽钢三面冲孔生产线 PD系列龙门移动式钻床 JCBX系列冲孔组合线 PP/PPD系列数控平板冲孔(钻孔)机
新闻中心 - 三森数控机床
加工中心行业新闻、公司动态、展会信息、行业论坛交流...
数控龙门钻数控系统设计
栏目:公司新闻 发布时间:2019-01-17 16:52
1、数控龙门钻系统的组成
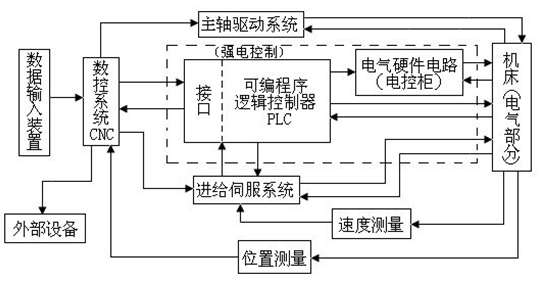
数控装置、输入输出装置和伺服驱动是数控系统三个基本的组成部分。机床各轴的运动受数控系统的控制,因此数控系统是数控加工设备的核心部件。数控装置是由输入输出数据线、运算器、存储器以及各部分的连接线等部件组成;输入和输出装置是由键盘、监视器、手控盒、各种指示灯和检测开关等部件组成。伺服系统由伺服电机、驱动器和反馈装置等组成,如图1所示。
输入输出装置的主要功能输入加工零件的专用数控加工程序,以及可以在面板或指示灯上显示加工零部件时机床的状态。
数控系统主要通过数据运算控制或时序逻辑控制来实现对机床运动部件的运行速度、运行位置、和角度进行控制,并且对机床运行时的相关系统的温度、流量和压力等信息进行实时监控以保证机床的运行。数控系统通过对伺服系统的控制来实现对机床运动的控制。
控制流程为:
①数控系统发出的指令信号;
②该信号经数控模块的变换和放大;
③伺服驱动装置得到指令控制伺服电机运转执行该指令;
④伺服电动机运转实现了数控机床工作台等部件的移动;
⑤通过预设的检测元件,将运动部件的位置、速度和角度等信息回传给数控系统,系统将收到的信息与发出指令相比较对偏差进行修正,保证了设备的精度。
2、数控系统的设计方案
FANUC0i-TD系统广泛的应用于数控机床;该系统是CNC、PMC、MMC三位一体的数控装置,具有最大控制4个轴的强大功能,结构上采用模块式结构,具有体积小,集成度高,可靠性高,性价比高的特点。因此本方案的数控系统采用FANUC0i-TD数控系统,该数控系统主要有以下三部分组成:
①控制面板:包含了操作键盘和面板、彩色显示器、可供程序传输的多种载体的专用接口;
②各轴伺服电机以及与其相匹配的专用伺服控制器或运动控制器;
③手控盒单元:包含了点动和手摇等旋钮;
④为避免因距离不当所导致的信号衰减和失真问题,本设计将PMC安装在操作面板后,配以智能位置控制卡,保证系统运转稳定。
数控系统的硬件连接
数控单元通常由数控专用的可编程控制器;可以输入编制加工程序的键盘;带有点动或手摇装置的手持单元;可以观测到机床状态的面板和驱动各轴的伺服动机以及与之匹配的驱动器,
数控系统通过现场总线与伺服系统中的驱动器进行通信,并与伺服电机的反馈装置编码器构成半闭环控制。机床运行时,操作人员通过控制面板输入控制指令或加工程序,数控系统通过对指令或加工程序的分析处理后,发出逻辑控制指令并向伺服系统中驱动器发出控制指令,实现对机床的控制。因此为保证机床运行的可靠性,设计时应考虑接口的匹配性和可靠性。并应按照电气技术图进行连接。
PLC与数控系统
确保机床内部元件安装正确后,需对设备进行联机调试。按照设计功能需求,设计对应的PLC程序并调试。着重检测各执行元件、各输入输出信号的正确性。数控机床的PLC程序与数控系统中各部分的关系.
全国服务热线:139-6413-7999
走进三森
山东三森数控机械有限公司成立于2008年,是一家研发、制造和销售绿色智能设备的高新技术企业。公司积极响应国家“中国制造2025”规划,用信息智能技术提升装备制造业。产品主要应用于特高压输变电线路铁塔、电力铁附件、风能发电装备、交通轨道建设、建筑钢结构、立体车库、中央制冷、海水淡化、石油石化、建筑机械、工程机械和港口机械等“新基建”行业......
联系方式
-

扫描二维码关注公众号
获得更多信息 - 电 话:+86-0531-87453621
- 传 真:+86-0531-87453876
- 销售:任经理13964137999/售后:李经理15853482890
- 邮箱:cnpask009@163.com
- 24小时免费电话:400 0990 097
- 地 址:山东省禹城市科创智谷产业园A5号
Map| Problem| Copyright © 2002-2023 山东三森数控机械有限公司 版权所有 鲁ICP备2022028484号-1
服务热线
139-6413-7999



X
截屏,微信识别二维码
微信号:139-6413-7999
(点击微信号复制,添加好友)
微信号已复制,请打开微信添加咨询详情!